


Lug making Part Dux
 03-01-20, 09:26 PM
03-01-20, 09:26 PM
#26

Senior Member
Thread Starter
Join Date: Feb 2012
Location: Rochester, NY
Posts: 18,063
Bikes: Stewart S&S coupled sport tourer, Stewart Sunday light, Stewart Commuting, Stewart Touring, Co Motion Tandem, Stewart 3-Spd, Stewart Track, Fuji Finest, Mongoose Tomac ATB, GT Bravado ATB, JCP Folder, Stewart 650B ATB
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 4197 Post(s)
Liked 3,849 Times
in
2,300 Posts
We saw the lug blank tubes on the lathe thinning the walls from the .058" OEM. Today I cut the miters on the mill, there still was snow in the street so no riding today. The two HT miters were spot on. The HT lug blank is a 38mm diameter tube and the 1 3/8" hole saw was just right. The TT/ST miter (on the TT blank) needed to be about 31mm. The 1 1/4" hole saw was real close diameter wise but the angle was 1* off. A few strokes, check with a vernier protractor and we're good to go. I washed off the storage LPS-3 I good on my tube stock and the chain stays will be some of the first torch work.
I mentioned that the earlier frame I built for this purpose was a bust. Here's a shot of it mounted to my frame geometry jig. The axles are at the same height off the base. Both the ST and HT are close to 2* more laid back yet the drop is almost 3cm greater. Again I think there were a couple of errors in the frame's jig set up.
The lug blanks are also seen.


I mentioned that the earlier frame I built for this purpose was a bust. Here's a shot of it mounted to my frame geometry jig. The axles are at the same height off the base. Both the ST and HT are close to 2* more laid back yet the drop is almost 3cm greater. Again I think there were a couple of errors in the frame's jig set up.
The lug blanks are also seen.
__________________
AndrewRStewart
AndrewRStewart
 03-07-20, 03:25 PM
03-07-20, 03:25 PM
#27
Senior Member
Thread Starter
Join Date: Feb 2012
Location: Rochester, NY
Posts: 18,063
Bikes: Stewart S&S coupled sport tourer, Stewart Sunday light, Stewart Commuting, Stewart Touring, Co Motion Tandem, Stewart 3-Spd, Stewart Track, Fuji Finest, Mongoose Tomac ATB, GT Bravado ATB, JCP Folder, Stewart 650B ATB
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 4197 Post(s)
Liked 3,849 Times
in
2,300 Posts
More work done. Lug blanks are brazed up. I did a rough filing and found a few low points and a couple of pocks. So went back over the fillet adding and smoothening. Hopefully tonight I'll work on the BB shell.

__________________
AndrewRStewart
AndrewRStewart
Likes For Andrew R Stewart:
03-08-20, 10:54 AM
#28
Senior Member

Join Date: Mar 2012
Location: santa barbara CA
Posts: 1,087
Mentioned: 1 Post(s)
Tagged: 0 Thread(s)
Quoted: 96 Post(s)
Liked 30 Times
in
21 Posts
How does the internal fillet on lugs of this type effect mitering the tube that slides into it? How is a close fit up possible, or do you try not to get an internal fillet when brazing up the lug?
thanks
thanks
__________________
Brian
Brian
03-08-20, 09:37 PM
#29
Senior Member
Thread Starter
Join Date: Feb 2012
Location: Rochester, NY
Posts: 18,063
Bikes: Stewart S&S coupled sport tourer, Stewart Sunday light, Stewart Commuting, Stewart Touring, Co Motion Tandem, Stewart 3-Spd, Stewart Track, Fuji Finest, Mongoose Tomac ATB, GT Bravado ATB, JCP Folder, Stewart 650B ATB
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 4197 Post(s)
Liked 3,849 Times
in
2,300 Posts
The TT and Dt parts of the blanks will get hole sawed open, just like a lug has no blind holes. So any internal fillet is eliminated. But one does want complete penetration of the filler and a slight internal flow confirms this. By the same token I have no concerns about touching up the outside fillet after the initial brazing and filing. As we all know (famous last words?) it's the tube to tube contact and not the lugs that provide the strength of a lugged joint and not the strength of the lug/shell.
The lug blanks have about .009" to .016" of claimed clearance with the frame tubes before brazing the blanks up. During the brazing some distortions happen and that clearance reduces in spots. After hole sawing out the blind bottom the lug's ID can be ground to fit. Or at least this is what has happened for me before and what's going on with this set.
One could leave the lug with a bling bottom, so that the tubed don't touch directly. Then any internal fillet might hinder complete tube insertion. Not my idea of best arrangement. Andy
The lug blanks have about .009" to .016" of claimed clearance with the frame tubes before brazing the blanks up. During the brazing some distortions happen and that clearance reduces in spots. After hole sawing out the blind bottom the lug's ID can be ground to fit. Or at least this is what has happened for me before and what's going on with this set.
One could leave the lug with a bling bottom, so that the tubed don't touch directly. Then any internal fillet might hinder complete tube insertion. Not my idea of best arrangement. Andy
__________________
AndrewRStewart
AndrewRStewart
03-09-20, 04:52 AM
#30
Senior Member
Join Date: Jan 2019
Posts: 528
Mentioned: 8 Post(s)
Tagged: 0 Thread(s)
Quoted: 237 Post(s)
Likes: 0
Liked 83 Times
in
64 Posts
I think the custom frame builder world places too much importance on tube-to-tube contact. It's clearly best practice, and every builder of high end frames should aim to do so as it is the superior way, but the actual evidence points against it being strictly necessary. Many, many decades of production frames were built with unmitered tubes usually signified by a large lug socket for the TT/DT, or with poor miters and more "normal" looking lugs mostly just to maintain lap braze surface area with little regard to the butt braze portion. Given how little tube-to-tube contact there actually is in a lugged shell, and the fact that many high end builders historically didn't even bother to miter at the BB since there's no tube to butt braze against, it's clear that the strength of a lugged BB shell is mostly in the shell itself and the brazing in the sockets. With the right lugs, you can make a joint without miters. With good miters, you can make a joint without lugs.
Likes For Kuromori:
03-09-20, 07:21 AM
#31


Randomhead
Join Date: Aug 2008
Location: Happy Valley, Pennsylvania
Posts: 24,392
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 4 Post(s)
Liked 3,691 Times
in
2,514 Posts
it's true that many frames have been ridden a long time with very poor miters. But they also didn't thin lugs like we do now.
03-09-20, 12:38 PM
#32
Senior Member
Join Date: Mar 2012
Location: santa barbara CA
Posts: 1,087
Mentioned: 1 Post(s)
Tagged: 0 Thread(s)
Quoted: 96 Post(s)
Liked 30 Times
in
21 Posts
Just to be clear, you run a hole saw inside the blank(guessing you cut it shorter before this). Standard hole saw diameters available for tube ID? Thanks for posting your process.
__________________
Brian
Brian
03-09-20, 03:42 PM
#33
Senior Member
Join Date: Jan 2019
Posts: 528
Mentioned: 8 Post(s)
Tagged: 0 Thread(s)
Quoted: 237 Post(s)
Likes: 0
Liked 83 Times
in
64 Posts
Of course it is possible to have an entirely inadequate lug for pure lugged construction without any butt brazing, and with a well mitered joint, it doesn't matter, as the lug has largely been made redundant, which is good practice, and I'm not advocating anything contrary to that. As I noted, you don't need miters with the right lugs, and clearly a half mm bikini lug is of questionable strength and not the right lug for that.
I don't want to speculate too much on inferior methods, but the wall thickness of the lug tubes are thick enough to be a butt on a cycle tube, presumably the miters are tight on the lugs and have good strength, and there's a large brass fillet to help reduce stress risers at the miter. The amount of steel-to-steel contact seems to be in the range of sufficient at any point along the joint. The concern of a stress riser where the laminated structure effectively thins due to a poor miter is conveniently reinforced by a large fillet. I hesitate to draw any conclusions, since of course, there is no good reason to risk trying to make an intentionally inferior joint.
I just wanted to point out that, in my opinion, the "truism" is more about making the lugs largely redundant and irrelevant when it comes to joint integrity (yet still useful as a reinforcement like a gusset and for holding tubes in place), but isn't really true as a general rule for lugged joints, otherwise we'd all have serious problems with our lugged BB shells and chainstays which have exactly zero tube-to-tube brazing.
I don't want to speculate too much on inferior methods, but the wall thickness of the lug tubes are thick enough to be a butt on a cycle tube, presumably the miters are tight on the lugs and have good strength, and there's a large brass fillet to help reduce stress risers at the miter. The amount of steel-to-steel contact seems to be in the range of sufficient at any point along the joint. The concern of a stress riser where the laminated structure effectively thins due to a poor miter is conveniently reinforced by a large fillet. I hesitate to draw any conclusions, since of course, there is no good reason to risk trying to make an intentionally inferior joint.
I just wanted to point out that, in my opinion, the "truism" is more about making the lugs largely redundant and irrelevant when it comes to joint integrity (yet still useful as a reinforcement like a gusset and for holding tubes in place), but isn't really true as a general rule for lugged joints, otherwise we'd all have serious problems with our lugged BB shells and chainstays which have exactly zero tube-to-tube brazing.
03-09-20, 03:54 PM
#34
blahblahblah chrome moly

Join Date: Apr 2009
Location: Seattle
Posts: 1,986
Mentioned: 92 Post(s)
Tagged: 0 Thread(s)
Quoted: 1172 Post(s)
Liked 2,567 Times
in
1,072 Posts
At the risk of answering for Andy -- I have made lugs like this and I assume his process is much the same as mine.
Hole saws are definitely available. if the lug socket is for a 1" tube, you use a 1" holesaw. 1-1/4" tube, 1-1/4" holesaw. Got it?
The holesaw isn't sized to a tube ID, it's the tube OD. Or strictly speaking it's the lug ID, which is based on the tube OD plus a few thousandths for brazing filler clearance.
I once made a set of lugs with BB shell that were sent to Japan to be masters for a new line of investment-cast lugs. Took me a week of long days, could have build a few entire frames in that time. Then they lost the BB shell, asked me to make another! My boss said no, just let them make the BB shell however they think best. They make plenty of BB shells, right? The resulting cast lugs were great, but the BB shell they made was horrible, with several small screwups and one huge one -- we had to grind out the chainstay sockets with a hand-held die grinder on each one. Oval stays, so you can't do it with a reamer or other simple round tool. Nasty job, sending up showers of micro-fine super sharp needles of steel, that get in everywhere... It took skill to do it accurately so we couldn't just hire disadvantaged youths to do it. After doing a couple hundred shells that way, we were definitely wishing we'd made another master model BB shell when they asked. (This was the '80s, so if CNC was an option, we didn't know about it. Prolly too expensive and/or large minimums.)
That's when we figured out that the IC casting staff at this Japanese maker of bike lugs weren't really bike people, they were manufacturing people. They could make whatever you want, but don't ask them to design it!
Mark B
Hole saws are definitely available. if the lug socket is for a 1" tube, you use a 1" holesaw. 1-1/4" tube, 1-1/4" holesaw. Got it?
The holesaw isn't sized to a tube ID, it's the tube OD. Or strictly speaking it's the lug ID, which is based on the tube OD plus a few thousandths for brazing filler clearance.
I once made a set of lugs with BB shell that were sent to Japan to be masters for a new line of investment-cast lugs. Took me a week of long days, could have build a few entire frames in that time. Then they lost the BB shell, asked me to make another! My boss said no, just let them make the BB shell however they think best. They make plenty of BB shells, right? The resulting cast lugs were great, but the BB shell they made was horrible, with several small screwups and one huge one -- we had to grind out the chainstay sockets with a hand-held die grinder on each one. Oval stays, so you can't do it with a reamer or other simple round tool. Nasty job, sending up showers of micro-fine super sharp needles of steel, that get in everywhere... It took skill to do it accurately so we couldn't just hire disadvantaged youths to do it. After doing a couple hundred shells that way, we were definitely wishing we'd made another master model BB shell when they asked. (This was the '80s, so if CNC was an option, we didn't know about it. Prolly too expensive and/or large minimums.)
That's when we figured out that the IC casting staff at this Japanese maker of bike lugs weren't really bike people, they were manufacturing people. They could make whatever you want, but don't ask them to design it!
Mark B
03-09-20, 04:17 PM
#35
blahblahblah chrome moly
Join Date: Apr 2009
Location: Seattle
Posts: 1,986
Mentioned: 92 Post(s)
Tagged: 0 Thread(s)
Quoted: 1172 Post(s)
Liked 2,567 Times
in
1,072 Posts
Of course it is possible to have an entirely inadequate lug for pure lugged construction without any butt brazing, and with a well mitered joint, it doesn't matter, as the lug has largely been made redundant, which is good practice, and I'm not advocating anything contrary to that. As I noted, you don't need miters with the right lugs, and clearly a half mm bikini lug is of questionable strength and not the right lug for that.
I don't want to speculate too much on inferior methods, but the wall thickness of the lug tubes are thick enough to be a butt on a cycle tube, presumably the miters are tight on the lugs and have good strength, and there's a large brass fillet to help reduce stress risers at the miter. The amount of steel-to-steel contact seems to be in the range of sufficient at any point along the joint. The concern of a stress riser where the laminated structure effectively thins due to a poor miter is conveniently reinforced by a large fillet. I hesitate to draw any conclusions, since of course, there is no good reason to risk trying to make an intentionally inferior joint.
I just wanted to point out that, in my opinion, the "truism" is more about making the lugs largely redundant and irrelevant when it comes to joint integrity (yet still useful as a reinforcement like a gusset and for holding tubes in place), but isn't really true as a general rule for lugged joints, otherwise we'd all have serious problems with our lugged BB shells and chainstays which have exactly zero tube-to-tube brazing.
I don't want to speculate too much on inferior methods, but the wall thickness of the lug tubes are thick enough to be a butt on a cycle tube, presumably the miters are tight on the lugs and have good strength, and there's a large brass fillet to help reduce stress risers at the miter. The amount of steel-to-steel contact seems to be in the range of sufficient at any point along the joint. The concern of a stress riser where the laminated structure effectively thins due to a poor miter is conveniently reinforced by a large fillet. I hesitate to draw any conclusions, since of course, there is no good reason to risk trying to make an intentionally inferior joint.
I just wanted to point out that, in my opinion, the "truism" is more about making the lugs largely redundant and irrelevant when it comes to joint integrity (yet still useful as a reinforcement like a gusset and for holding tubes in place), but isn't really true as a general rule for lugged joints, otherwise we'd all have serious problems with our lugged BB shells and chainstays which have exactly zero tube-to-tube brazing.
Without a good miter and thorough brazing, the lug becomes the only structure there at the joint, and they're often made of **** steel and methods. I have seen cracks in lugs that could only happen if the underlying miter and/or brazing were substandard. But other lugs are up to the task and don't require the tubes to be joined inside.
I guy who worked at Bianchi's Reparto Corse told me this story, about when they were making Gianni Bugno's new frame. This was when he was reigning World Pro Road Champion, so 1991 or '92. The guy who sets up the tacking jig has no CAD drawing, not even an excel spreadsheet, he just sort "knows" what angle the DT miter needs to be for this frame size. The mitering guy takes a stab at making a DT, oops a little too long, cut it shorter. Second try and the DT is now a little too short. No problem, let's not waste a valuable steel tube, I'll just adjust the jig to fit. The miter angle is off, leaving a gap. For the reigning World Champion. They didn't know what the BB height would be, or whether the TT would be precisely level, but don't worry, he'll ride whatever we give him.
Perfect miters and thorough brazing with an internal fillet all the way around are selling points for artisan builders, but they most add to the warm feeling the owner gets when he thinks about them. Not anything a rider can detect by riding. Except in those rare cases where the joint breaks -- you can feel that!
 03-09-20, 09:13 PM
03-09-20, 09:13 PM
#36
Randomhead
Join Date: Aug 2008
Location: Happy Valley, Pennsylvania
Posts: 24,392
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 4 Post(s)
Liked 3,691 Times
in
2,514 Posts
pretty wild how rusty that crack is.
Someone was collecting pictures of "mitering" of European bike frames. Not very good
Someone was collecting pictures of "mitering" of European bike frames. Not very good
03-09-20, 10:07 PM
#37
Senior Member
Thread Starter
Join Date: Feb 2012
Location: Rochester, NY
Posts: 18,063
Bikes: Stewart S&S coupled sport tourer, Stewart Sunday light, Stewart Commuting, Stewart Touring, Co Motion Tandem, Stewart 3-Spd, Stewart Track, Fuji Finest, Mongoose Tomac ATB, GT Bravado ATB, JCP Folder, Stewart 650B ATB
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 4197 Post(s)
Liked 3,849 Times
in
2,300 Posts
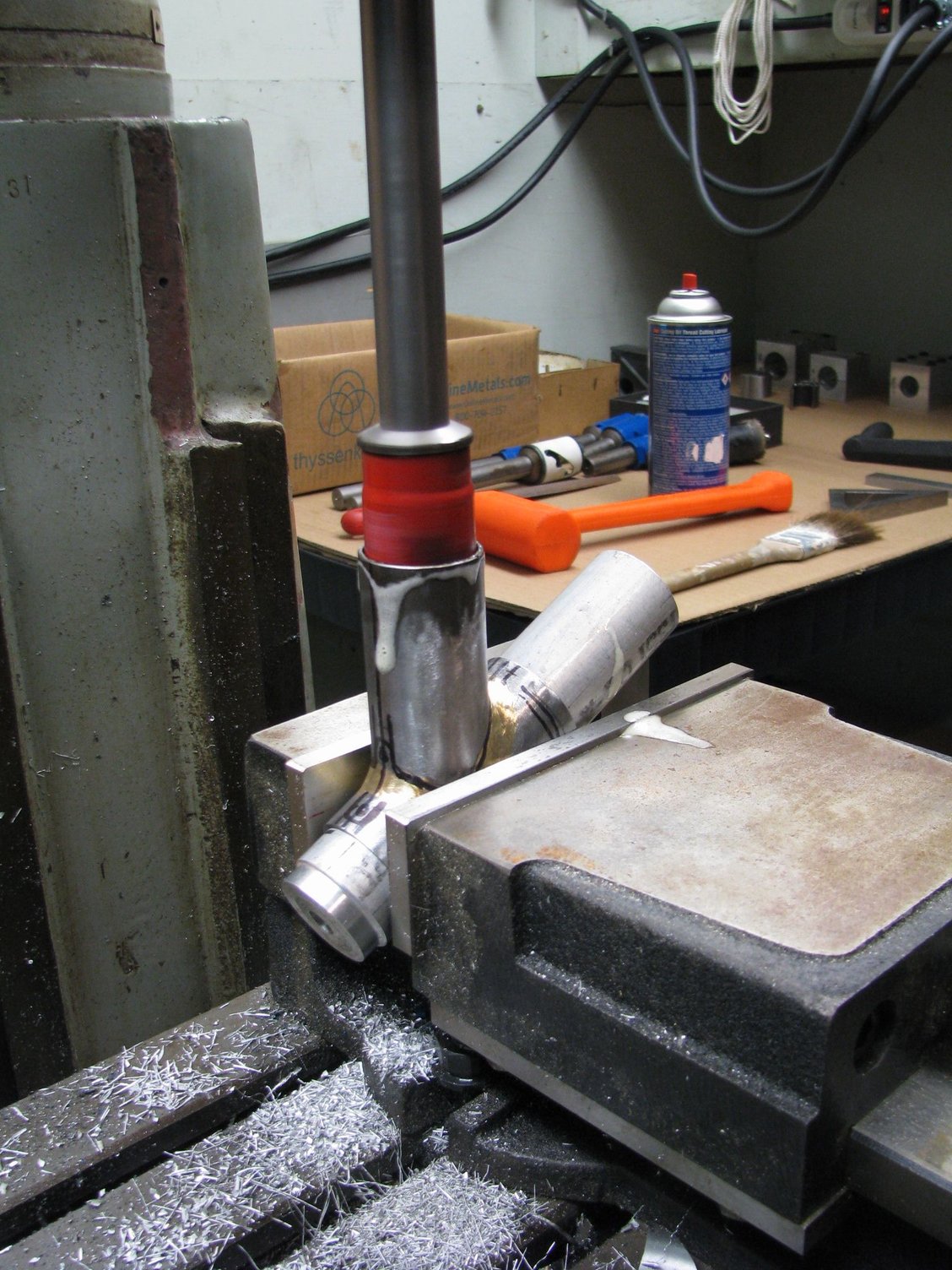
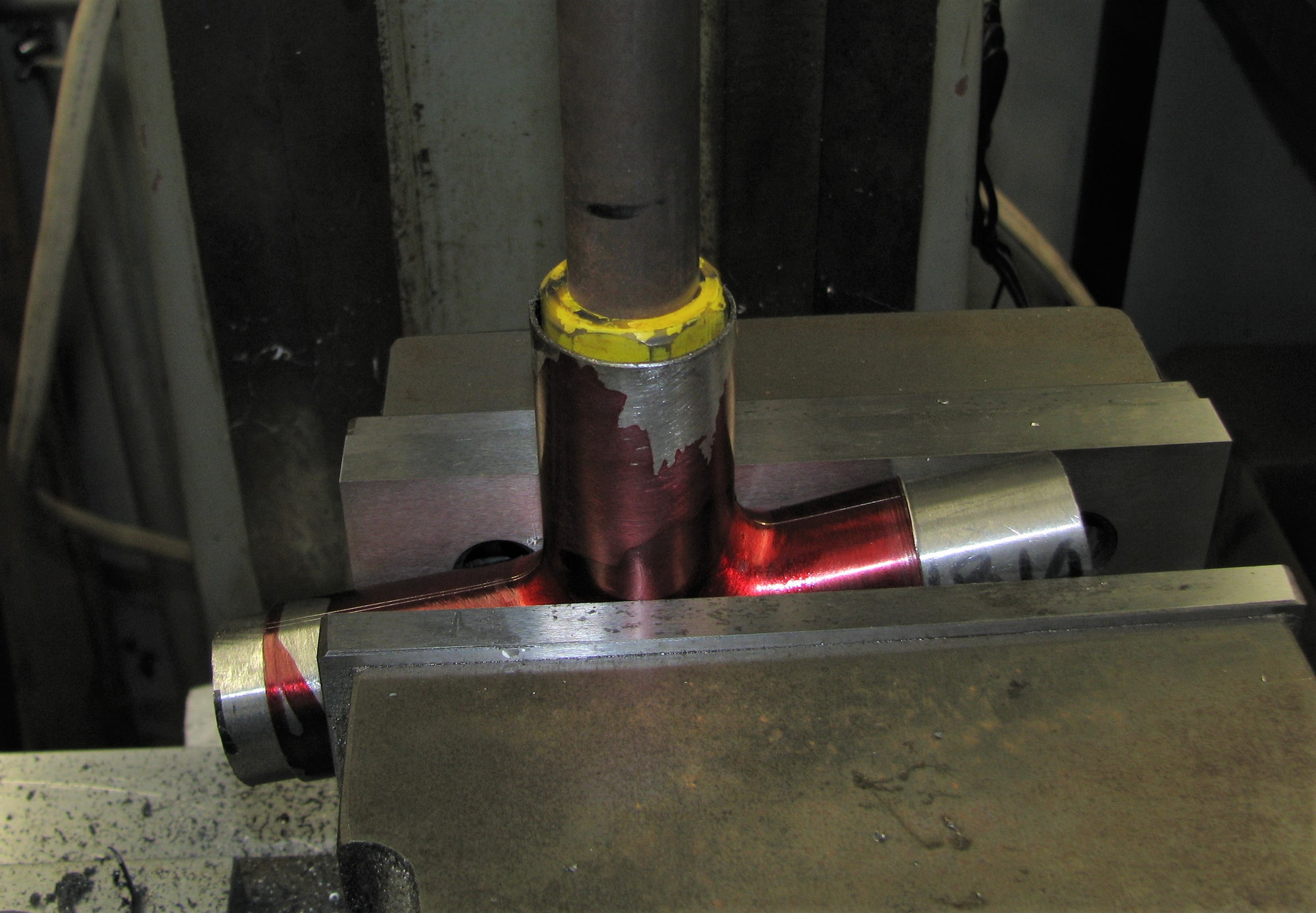
Brian- You are correct. Here's a couple of shots of the last time I did this (as seen in my Lug Making thread a while ago). Note the simple set up. The tube in the vise has two plugs in it to prevent crushing from the vise. The angle if set freehand, the hole saw is lowers (while not turning!) to confirm it's coaxial with the tube. There's no pilot drill bit as I don't want to punch through the tube's other side
 Andy
AndyI forgot to add that as Mark said the hole saw is the same diameter as the frame tube is. The lug blank tube is .125" larger in diameter with a .058" wall resulting in about .003" of clearance for the frame tube. Of course real life changes this clearance somewhat...
Mark- I have head various stories over the years at both the Asian's ability to do amazing work as well as seem to have no knowledge about what they are making sometimes. One story I remember had to do with one Asian company being asked to produce a rear der similar to the classic Simplex Prestige (that black plastic der so common on thousands of base level Raleighs and Peugeots). It too them only a few weeks to do this.

__________________
AndrewRStewart
AndrewRStewart
Last edited by Andrew R Stewart; 03-09-20 at 10:14 PM. Reason: Added contant
Likes For Andrew R Stewart:
03-20-20, 10:34 PM
#38
Senior Member
Thread Starter
Join Date: Feb 2012
Location: Rochester, NY
Posts: 18,063
Bikes: Stewart S&S coupled sport tourer, Stewart Sunday light, Stewart Commuting, Stewart Touring, Co Motion Tandem, Stewart 3-Spd, Stewart Track, Fuji Finest, Mongoose Tomac ATB, GT Bravado ATB, JCP Folder, Stewart 650B ATB
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 4197 Post(s)
Liked 3,849 Times
in
2,300 Posts
Here's the part dux version of hole sawing through the lug blanks. Same mill different cutters. Next up will be shaping these blanks. Andy

__________________
AndrewRStewart
AndrewRStewart
Likes For Andrew R Stewart:
03-21-20, 07:36 PM
#39
Senior Member
Thread Starter
Join Date: Feb 2012
Location: Rochester, NY
Posts: 18,063
Bikes: Stewart S&S coupled sport tourer, Stewart Sunday light, Stewart Commuting, Stewart Touring, Co Motion Tandem, Stewart 3-Spd, Stewart Track, Fuji Finest, Mongoose Tomac ATB, GT Bravado ATB, JCP Folder, Stewart 650B ATB
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 4197 Post(s)
Liked 3,849 Times
in
2,300 Posts
I had a nice day sculpting and hacksawing. I'm happy with the results. This lug set has more flowing lines and less clutter then the first set a year+ ago had.
Marking out the center lines. No need to be precise as I repeat with the blank on it's other side and ail the prick punch in-between the close together lines if I was off center height a tad.

The holes have been drilled. Slight different diameters for the different tube diameters. I went in steps to better keep the holes on the center lines.

The removal starts! I'm not the best with a hacksaw but they sure are efficient for what they can do. Each head lug has, maybe, 16 cuts to trim off the bulk.

After the hack sawing, the lower lug isn't yet done with that, comes the bench grinder's "contribution". Some sculpt ice with chain saws, I do metal on the grinder

I spent some time thinking the carving process and sequence to best be able to hold the lugs while doing this or that. I decided to do the HT portion first. As I felt that the DTTT sockets are easier to file and suffer less with limited lug holding. I also did the same step on one lug then the other to maintain similar shaping. Here one has the HT lines nearly done and the other is only grinder roughed out. The DT and TT IDs are ground out to freely slide in the actual frame tubes, the hole saws leave a slight necking at the head tube interface needing removal.

Now the second socket is done. here the grinding rough in is shown. Good thing I have hippy finger tips and some cooling water next to the grinder.

Both head lugs are done, or about 95% done. Some minor ID fit up and shoreline smoothing remains.

The ST/TT blank comes next but it will take more time. The binder will get attached then the TT socket carved. The ST portion will wait for the fit up of the main frame and seat stays to insure the stays attach to the lug and it's skirt is determined. Andy
Marking out the center lines. No need to be precise as I repeat with the blank on it's other side and ail the prick punch in-between the close together lines if I was off center height a tad.
The holes have been drilled. Slight different diameters for the different tube diameters. I went in steps to better keep the holes on the center lines.
The removal starts! I'm not the best with a hacksaw but they sure are efficient for what they can do. Each head lug has, maybe, 16 cuts to trim off the bulk.
After the hack sawing, the lower lug isn't yet done with that, comes the bench grinder's "contribution". Some sculpt ice with chain saws, I do metal on the grinder
I spent some time thinking the carving process and sequence to best be able to hold the lugs while doing this or that. I decided to do the HT portion first. As I felt that the DTTT sockets are easier to file and suffer less with limited lug holding. I also did the same step on one lug then the other to maintain similar shaping. Here one has the HT lines nearly done and the other is only grinder roughed out. The DT and TT IDs are ground out to freely slide in the actual frame tubes, the hole saws leave a slight necking at the head tube interface needing removal.
Now the second socket is done. here the grinding rough in is shown. Good thing I have hippy finger tips and some cooling water next to the grinder.
Both head lugs are done, or about 95% done. Some minor ID fit up and shoreline smoothing remains.
The ST/TT blank comes next but it will take more time. The binder will get attached then the TT socket carved. The ST portion will wait for the fit up of the main frame and seat stays to insure the stays attach to the lug and it's skirt is determined. Andy
__________________
AndrewRStewart
AndrewRStewart
04-17-20, 11:06 PM
#40
Senior Member
Thread Starter
Join Date: Feb 2012
Location: Rochester, NY
Posts: 18,063
Bikes: Stewart S&S coupled sport tourer, Stewart Sunday light, Stewart Commuting, Stewart Touring, Co Motion Tandem, Stewart 3-Spd, Stewart Track, Fuji Finest, Mongoose Tomac ATB, GT Bravado ATB, JCP Folder, Stewart 650B ATB
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 4197 Post(s)
Liked 3,849 Times
in
2,300 Posts
More progress. The lugs are nearing completion although with working so much (in NYS bike service is essential, more like mental health service for some. I wonder how many kids and spouses web are keeping happy by making them able to ride and get away from the rest of the household) my time to play in the basement is minimal.
The head tube lugs are finished WRT shorelines and fit up. (And to do so the main frame had to be mitered and jigged up). The seat tube lug has been waiting for the top end of the seat stays to be mitered (I'm attaching them with a partial miter and partial cap, again the chain stays had to be jigged up for that miter angle to be finalized, sort of). I had carved the TT socket well enough before and now could sharpie out the SS joint to establish the ST lug's attaching surface needed. Then I drew the tentative ST shoreline. I decided to add a cut out hole on the ST back side to continue the theme of the other lug "tips" and reduce the visual mass there. When the binder slot is cut there will also be a key hole at it's bottom. This lug still needs some ID clearancing to better slide on to the ST, the photo shows sharpie marks to guide my grinding the ID. The tiny holes are for the positioning index pins/nails.
This post is nearing the end of this stage of the frame's making. Next will be sand blasting the lugs and BB shell pending the time to do the brazing of the main frame. As my blasting cabinet is at my sisters and she is hunkering down for the near future as well as work and riding taking higher their greater status in my life the last post showing nice clean and ready to braze lugs will be a while.
So I've included a link to a real master to inspire us to greater levels.

Chris Bishop's work. Check out the series! Andy
https://www.flickr.com/photos/bishop...n/photostream/
) my time to play in the basement is minimal.The head tube lugs are finished WRT shorelines and fit up. (And to do so the main frame had to be mitered and jigged up). The seat tube lug has been waiting for the top end of the seat stays to be mitered (I'm attaching them with a partial miter and partial cap, again the chain stays had to be jigged up for that miter angle to be finalized, sort of). I had carved the TT socket well enough before and now could sharpie out the SS joint to establish the ST lug's attaching surface needed. Then I drew the tentative ST shoreline. I decided to add a cut out hole on the ST back side to continue the theme of the other lug "tips" and reduce the visual mass there. When the binder slot is cut there will also be a key hole at it's bottom. This lug still needs some ID clearancing to better slide on to the ST, the photo shows sharpie marks to guide my grinding the ID. The tiny holes are for the positioning index pins/nails.
This post is nearing the end of this stage of the frame's making. Next will be sand blasting the lugs and BB shell pending the time to do the brazing of the main frame. As my blasting cabinet is at my sisters and she is hunkering down for the near future as well as work and riding taking higher their greater status in my life the last post showing nice clean and ready to braze lugs will be a while.
So I've included a link to a real master to inspire us to greater levels.
Chris Bishop's work. Check out the series!
Andyhttps://www.flickr.com/photos/bishop...n/photostream/
__________________
AndrewRStewart
AndrewRStewart
04-18-20, 09:56 AM
#41
mindless wizardry
Join Date: Jan 2008
Location: China
Posts: 7
Bikes: Montgomery Ward Rollfast, Raleigh Lancer, Raleigh Gran Sport, Bianchi Specialissima, Schwinn Paramount, Masi Special, Frejus Track, Masi Gran Criterium, Harry Quinn, TS Isaac Cirrus, TR Isaac Track Special, Trek 770, Trek MTB Proto,Match Paramount
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 0 Post(s)
Likes: 0
Liked 0 Times
in
0 Posts
When a frame is built using these beautiful lugs you've created, , how do you retain the fillet brazing on the lugs, and still guarantee full penetration of the brass around the tubing?
Or perhaps will you use a lower temperature brazing process with silver?
Or perhaps will you use a lower temperature brazing process with silver?
04-18-20, 01:19 PM
#42
Senior Member
Thread Starter
Join Date: Feb 2012
Location: Rochester, NY
Posts: 18,063
Bikes: Stewart S&S coupled sport tourer, Stewart Sunday light, Stewart Commuting, Stewart Touring, Co Motion Tandem, Stewart 3-Spd, Stewart Track, Fuji Finest, Mongoose Tomac ATB, GT Bravado ATB, JCP Folder, Stewart 650B ATB
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 4197 Post(s)
Liked 3,849 Times
in
2,300 Posts
I will use silver for these lugs. One advantage of making your own is that you are in complete control of the lug/tube clearances so compared to bending production lugs a degree (or six as I've done...) the internal fit is far more compliant for silver. That said when I add the seat stay tops there will be some care in heat levels to not melt out the lug's silver filler. The stays will also be silvered (my usual method), and their top cap treatment is done with brass.
The next project has a unicrown fork, my first. Today I turned a sleeve for the crown race that will also be the reinforcement sleeve for where the hlades are attached. Both the sleeve and the blades will be brassed and this will be done in two steps. Again we'll see how good I am then This is why one builds for themselves many times before even thinking about for another. Andy
The next project has a unicrown fork, my first. Today I turned a sleeve for the crown race that will also be the reinforcement sleeve for where the hlades are attached. Both the sleeve and the blades will be brassed and this will be done in two steps. Again we'll see how good I am then
This is why one builds for themselves many times before even thinking about for another. Andy
__________________
AndrewRStewart
AndrewRStewart
06-06-20, 11:42 AM
#43
Senior Member
Join Date: Apr 2020
Posts: 331
Bikes: '68 Masi Special road, Grail bike
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 108 Post(s)
Likes: 0
Liked 70 Times
in
58 Posts
one of the things I always admired about Pogliaghi was that when he had a situation where a production lug couldn't be found
for the given job he just made his own. time trial bikes with extreme angles, tandem boom tubes of all sizes and oval, small dia.
support tubes on tandems all had lugs mostly of his own making., a lesser builder would have fillet brazed in those instances
so cheers to you Andy for carrying on!!
for the given job he just made his own. time trial bikes with extreme angles, tandem boom tubes of all sizes and oval, small dia.
support tubes on tandems all had lugs mostly of his own making., a lesser builder would have fillet brazed in those instances
so cheers to you Andy for carrying on!!
06-06-20, 12:35 PM
#44
Senior Member
Thread Starter
Join Date: Feb 2012
Location: Rochester, NY
Posts: 18,063
Bikes: Stewart S&S coupled sport tourer, Stewart Sunday light, Stewart Commuting, Stewart Touring, Co Motion Tandem, Stewart 3-Spd, Stewart Track, Fuji Finest, Mongoose Tomac ATB, GT Bravado ATB, JCP Folder, Stewart 650B ATB
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 4197 Post(s)
Liked 3,849 Times
in
2,300 Posts
Steve- Thanks for the props but I don't think "a lesser builder" is the best description of those who fillet. If then for no other reason in that nearly 1/4 of my meager life production has been filleted and most of the last 15 years worth. I chose to make my own to be able to say I did, as well as play with aesthetics a bit. It's been said why make something you can source already done and I generally agree. Unless there's some aspect that can't be found in a production item or you have a bit of an ego...
The frame these are for now has the chain stays attached and the seat stay tops mitered. Having gotten this far I felt it time to cut up the first attempt frame (the one that I did a boo boo on) and recycle a couple of the parts. So the frame pictured in post 26 is now in pieces, it's fork will transfer to this new frame though, along with the kick stand plate. Andy
The frame these are for now has the chain stays attached and the seat stay tops mitered. Having gotten this far I felt it time to cut up the first attempt frame (the one that I did a boo boo on) and recycle a couple of the parts. So the frame pictured in post 26 is now in pieces, it's fork will transfer to this new frame though, along with the kick stand plate. Andy
__________________
AndrewRStewart
AndrewRStewart
06-06-20, 02:53 PM
#45
Senior Member
Join Date: Apr 2020
Posts: 331
Bikes: '68 Masi Special road, Grail bike
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 108 Post(s)
Likes: 0
Liked 70 Times
in
58 Posts
I didn't mean to say fillet brazing isn't an art of it's own and doing it right requires talent.
I was just saying that Pog,s frames were 100% lugged no matter how difficult. other Italian
TT funny bikes had some lugs but were fillet brazed where normal lugs would not work but
he would instead MAKE LUGS. most people wouldn't even think to do that. and bravo to you
for learning to do that!
I was just saying that Pog,s frames were 100% lugged no matter how difficult. other Italian
TT funny bikes had some lugs but were fillet brazed where normal lugs would not work but
he would instead MAKE LUGS. most people wouldn't even think to do that. and bravo to you
for learning to do that!
06-06-20, 04:39 PM
#46
Randomhead
Join Date: Aug 2008
Location: Happy Valley, Pennsylvania
Posts: 24,392
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 4 Post(s)
Liked 3,691 Times
in
2,514 Posts
I would be curious to see those Pogs without paint. It has always seemed possible to blacksmith lugs out of sheet metal and join them like the old pressed steel lugs that were common up until the '80s.
06-06-20, 08:52 PM
#47
Senior Member
Thread Starter
Join Date: Feb 2012
Location: Rochester, NY
Posts: 18,063
Bikes: Stewart S&S coupled sport tourer, Stewart Sunday light, Stewart Commuting, Stewart Touring, Co Motion Tandem, Stewart 3-Spd, Stewart Track, Fuji Finest, Mongoose Tomac ATB, GT Bravado ATB, JCP Folder, Stewart 650B ATB
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 4197 Post(s)
Liked 3,849 Times
in
2,300 Posts
Eric has a point. It's quickest to braze a sleeve to the tubing ends and miter then fillet the two sleeved ends together to make a lug like result. No need to duplicate the angle while making the lug. One half of this (one tube only has the carved shoreline sleeve) is what bilam is all about.
And some think this is all so cool while others know how easy it is. Andy
And some think this is all so cool while others know how easy it is. Andy
__________________
AndrewRStewart
AndrewRStewart
11-04-20, 12:24 AM
#48
Senior Member
Thread Starter
Join Date: Feb 2012
Location: Rochester, NY
Posts: 18,063
Bikes: Stewart S&S coupled sport tourer, Stewart Sunday light, Stewart Commuting, Stewart Touring, Co Motion Tandem, Stewart 3-Spd, Stewart Track, Fuji Finest, Mongoose Tomac ATB, GT Bravado ATB, JCP Folder, Stewart 650B ATB
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 4197 Post(s)
Liked 3,849 Times
in
2,300 Posts
Fast forward 4+ months and I reread the last line of the last post... kind of jerky sounding. I was likely stressed out from the onslaught of a pandemic spring in the retail bike shop.
This project is nearing completion. Here's a teaser shot. Give me a few weeks and I might have more to show.

This project is nearing completion. Here's a teaser shot. Give me a few weeks and I might have more to show.
__________________
AndrewRStewart
AndrewRStewart
Likes For Andrew R Stewart:
11-04-20, 10:21 AM
#49
Team Beer
Join Date: Apr 2004
Location: Sacramento CA
Posts: 6,339
Bikes: Too Many
Mentioned: 3 Post(s)
Tagged: 0 Thread(s)
Quoted: 114 Post(s)
Liked 159 Times
in
104 Posts
That looks fantastic.
__________________
I'm not one for fawning over bicycles, but I do believe that our bikes communicate with us, and what this bike is saying is, "You're an idiot." BikeSnobNYC
I'm not one for fawning over bicycles, but I do believe that our bikes communicate with us, and what this bike is saying is, "You're an idiot." BikeSnobNYC
11-04-20, 10:11 PM
#50
Senior Member
Thread Starter
Join Date: Feb 2012
Location: Rochester, NY
Posts: 18,063
Bikes: Stewart S&S coupled sport tourer, Stewart Sunday light, Stewart Commuting, Stewart Touring, Co Motion Tandem, Stewart 3-Spd, Stewart Track, Fuji Finest, Mongoose Tomac ATB, GT Bravado ATB, JCP Folder, Stewart 650B ATB
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 4197 Post(s)
Liked 3,849 Times
in
2,300 Posts
Thanks C. Tomorrow is the clear spraying to trap detail paint and decals. 2 part rattle can stuff. Glad we are having an Indian Summer for the next few days.
I picked up the frame/fork yesterday am and during the day had thought I'd go to my usual high contrast decal/details colors choices. But on getting home I went in a different direction. Softer contrast and an "artsy look". We'll see how the complete bike looks... Andy
I picked up the frame/fork yesterday am and during the day had thought I'd go to my usual high contrast decal/details colors choices. But on getting home I went in a different direction. Softer contrast and an "artsy look". We'll see how the complete bike looks... Andy
__________________
AndrewRStewart
AndrewRStewart