


Sketchy dropout attachment
 07-04-20, 05:23 AM
07-04-20, 05:23 AM
#1
Senior Member
Thread Starter
Join Date: Dec 2019
Posts: 956
Mentioned: 3 Post(s)
Tagged: 0 Thread(s)
Quoted: 321 Post(s)
Liked 263 Times
in
212 Posts
Sketchy dropout attachment
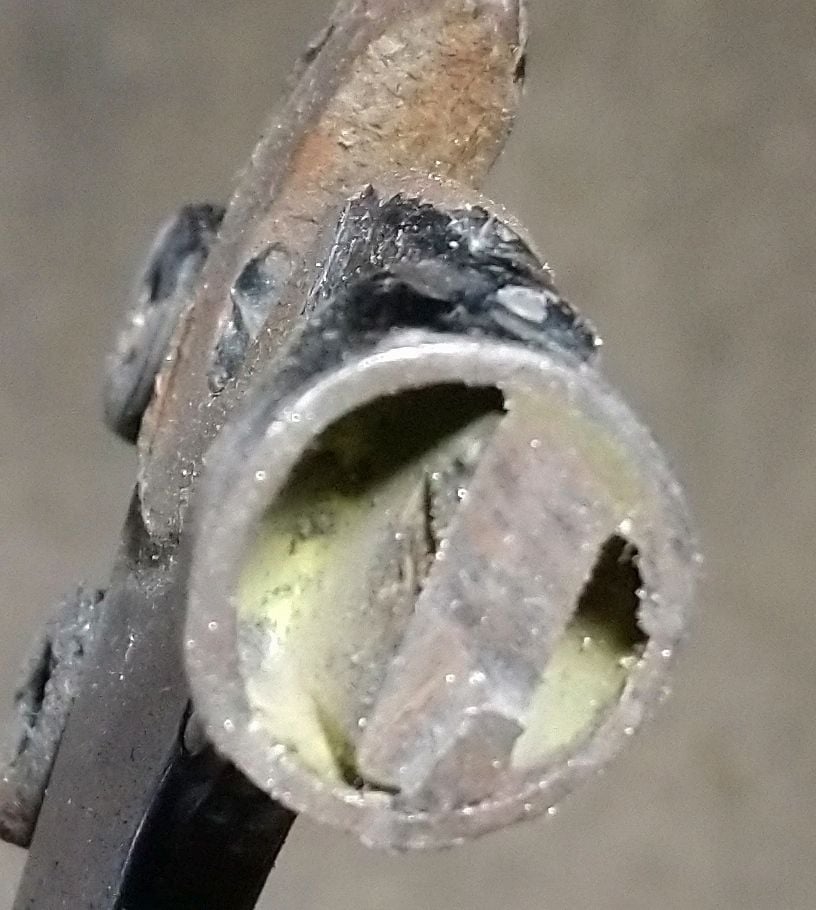
This is a cross-section of the chainstay through the dropout on my old Trek 520 (circa 2008, one of the last ones to be proudly handbuilt in USA). It looks like the dropout has been shoved in and only brazed on one edge! It never failed there but it doesn't inspire confidence.
The frame did fail at the joint between the DT and HT and Trek replaced it with a Chinese one. I got enough welding practice out of the old frame to gain the confidence to actually start making my own frames a couple of years ago.

2008 Trek 520 dropout to chainstay attachment
The frame did fail at the joint between the DT and HT and Trek replaced it with a Chinese one. I got enough welding practice out of the old frame to gain the confidence to actually start making my own frames a couple of years ago.
2008 Trek 520 dropout to chainstay attachment
 07-04-20, 06:24 AM
07-04-20, 06:24 AM
#2
Full Member
Join Date: Dec 2009
Posts: 495
Mentioned: 1 Post(s)
Tagged: 0 Thread(s)
Quoted: 49 Post(s)
Likes: 0
Liked 13 Times
in
12 Posts
A builder would need x-ray vision coupled with experience to know that material was completely joining over the full length of the insertion. I've cur up a lot of joints and few of them are perfect from end to end. Surely the exterior edge was complete?
07-04-20, 07:44 AM
#3


Randomhead
Join Date: Aug 2008
Location: Happy Valley, Pennsylvania
Posts: 24,399
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 4 Post(s)
Liked 3,699 Times
in
2,519 Posts
What's the other side look like? I'm having trouble telling how far into the tube that is. I'm sure they have had the occasional failure there, a lot of the people doing brazing were relatively inexperienced and some never got better at it. And they had a quota, so filling the stay with a full stick of brass wasn't rewarded. It doesn't take a lot of filler to make an adequate joint there. When I was there, the people that did most of the rear dropouts were also the people that finished them. So their emphasis was filling the end so they could scallop it, I'm sure.
There are Schwinn paramounts in existence where the bullet joint isn't even completely brazed all the way around and they have lasted 40 years now. I'm sure there are tons of them out there where the only filler is right at the edge of the tube.
There are Schwinn paramounts in existence where the bullet joint isn't even completely brazed all the way around and they have lasted 40 years now. I'm sure there are tons of them out there where the only filler is right at the edge of the tube.
Last edited by unterhausen; 07-04-20 at 07:47 AM.
Likes For unterhausen:
07-04-20, 07:53 AM
#4

Senior Member
Join Date: Feb 2012
Location: Rochester, NY
Posts: 18,093
Bikes: Stewart S&S coupled sport tourer, Stewart Sunday light, Stewart Commuting, Stewart Touring, Co Motion Tandem, Stewart 3-Spd, Stewart Track, Fuji Finest, Mongoose Tomac ATB, GT Bravado ATB, JCP Folder, Stewart 650B ATB
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 4208 Post(s)
Liked 3,875 Times
in
2,315 Posts
I think this photo shows how overengineered "traditional" steel frame building is. In this use of that term I am meaning how well designed to handle less then perfect fabrication. I today's world of less is more (gears, ders, weight, suppleness and more) this type of less then perfect construction would very well lead to a failure, hence the now common less then lifetime frame warranty offered by most brands.
So some here might see this dropout cut away as an example of poor brazing I choose to see it as why we build with what we do.
I agree with Canaboo- The many dropouts I've brazed then cut up rarely have perfect flow and fill but none have failed. The only personal drop out failure I've experienced was on an early 1970s Fuji Finest. The front drop out fractured through, between the slop and the blade's end, With my current knowledge I feel this was likely from a combo of too much heat (perhaps in trying to get complete fill ), too much clean up material removal and the chroming. Andy
), too much clean up material removal and the chroming. Andy
So some here might see this dropout cut away as an example of poor brazing I choose to see it as why we build with what we do.
I agree with Canaboo- The many dropouts I've brazed then cut up rarely have perfect flow and fill but none have failed. The only personal drop out failure I've experienced was on an early 1970s Fuji Finest. The front drop out fractured through, between the slop and the blade's end, With my current knowledge I feel this was likely from a combo of too much heat (perhaps in trying to get complete fill
), too much clean up material removal and the chroming. Andy
__________________
AndrewRStewart
AndrewRStewart
07-04-20, 09:45 AM
#5
Randomhead
Join Date: Aug 2008
Location: Happy Valley, Pennsylvania
Posts: 24,399
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 4 Post(s)
Liked 3,699 Times
in
2,519 Posts
I expect that the number of brazed dropouts that would be solid filler at the point where (I imagine) the OP cut the stay is pretty low. In fact, this one has penetration pretty far into the tube, which I think is uncommon. I boroscope my fork blades to see how I did, but I never bothered with a rear dropout. I would like it if the OP posted more pics, if available.
I doubt the same person brazed this dropout as did the part that failed.
I doubt the same person brazed this dropout as did the part that failed.
07-04-20, 10:32 AM
#6
Senior Member
Thread Starter
Join Date: Dec 2019
Posts: 956
Mentioned: 3 Post(s)
Tagged: 0 Thread(s)
Quoted: 321 Post(s)
Liked 263 Times
in
212 Posts
Thanks for the comments. My assumption was that it hadn't even been brazed at the top at all, but it is equally possible that it just didn't get that far in. At the time I cut it up (ages ago) I just wanted to get the dropout off to practice attaching it to another tube and wasn't paying attention. I was tidying up just now and noticed it looked a bit odd just attached at the bottom like that. But I may have misinterpreted things a good deal.
I think the dropout from the other side is still attached to what's left of the stay so I will do a slightly better autopsy on that one
The failure at the DT/HT was only after many tens of thousands of km and it was a nice frame.
I think the dropout from the other side is still attached to what's left of the stay so I will do a slightly better autopsy on that one
The failure at the DT/HT was only after many tens of thousands of km and it was a nice frame.
07-04-20, 11:50 AM
#7
Randomhead
Join Date: Aug 2008
Location: Happy Valley, Pennsylvania
Posts: 24,399
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 4 Post(s)
Liked 3,699 Times
in
2,519 Posts
the other side would be interesting. I have a frame where someone cut off the nds dropout. I am going to cut the other one off and check it.
When I was there, the stays and dropout were brazed together separate from the bike. For the few complete frames I made there (mixtes for Bevil Hogg's daughters) I don't remember how I did that part. I always wondered what happened to those mixtes.
When I was there, the stays and dropout were brazed together separate from the bike. For the few complete frames I made there (mixtes for Bevil Hogg's daughters) I don't remember how I did that part. I always wondered what happened to those mixtes.
07-04-20, 01:01 PM
#8
Senior Member
Thread Starter
Join Date: Dec 2019
Posts: 956
Mentioned: 3 Post(s)
Tagged: 0 Thread(s)
Quoted: 321 Post(s)
Liked 263 Times
in
212 Posts
I found the other half of that bit I cut off:
A bit out of focus. In this picture the top is actually the bottom of the CS (you can see the rusty dropout) and where the brazing flowed in the best. There's a sort of cap on the end of the CS with a slot in it to make a nice rounded junction with the dropout and it looks to me like there's a fairly decent amount of braze flowed in around there. It looks like the bottom (the top in this picture) was touching the inside of the CS so had a good fit for the braze to flow into that joint. But on the top the gap was a bit too big.
A bit out of focus. In this picture the top is actually the bottom of the CS (you can see the rusty dropout) and where the brazing flowed in the best. There's a sort of cap on the end of the CS with a slot in it to make a nice rounded junction with the dropout and it looks to me like there's a fairly decent amount of braze flowed in around there. It looks like the bottom (the top in this picture) was touching the inside of the CS so had a good fit for the braze to flow into that joint. But on the top the gap was a bit too big.
Likes For guy153:
07-04-20, 02:15 PM
#9
Randomhead
Join Date: Aug 2008
Location: Happy Valley, Pennsylvania
Posts: 24,399
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 4 Post(s)
Liked 3,699 Times
in
2,519 Posts
I was guessing the light side was the top. Just easier to do the bottom. Could have used a bit more filler, but this looks like whoever did it knew what they were doing
Likes For unterhausen:
07-04-20, 04:00 PM
#10
Full Member
Join Date: Dec 2009
Posts: 495
Mentioned: 1 Post(s)
Tagged: 0 Thread(s)
Quoted: 49 Post(s)
Likes: 0
Liked 13 Times
in
12 Posts
It would have been interesting if you had cut well up from where you thought the leading end of the dropout would reach and then cut slices from there back to see how far up the brazing was reaching.
07-04-20, 06:07 PM
#11
Senior Member
Join Date: Feb 2012
Location: Rochester, NY
Posts: 18,093
Bikes: Stewart S&S coupled sport tourer, Stewart Sunday light, Stewart Commuting, Stewart Touring, Co Motion Tandem, Stewart 3-Spd, Stewart Track, Fuji Finest, Mongoose Tomac ATB, GT Bravado ATB, JCP Folder, Stewart 650B ATB
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 4208 Post(s)
Liked 3,875 Times
in
2,315 Posts
I learned that the whole stay ID only needed filling right at it's end. Enough to allow for finishing and not much more. Then the drop out tabs that were inside the stay would get connected to the stay's ID along their top and bottom sides. This is what I aim for. Andy
__________________
AndrewRStewart
AndrewRStewart
07-05-20, 01:40 AM
#12
Senior Member
Thread Starter
Join Date: Dec 2019
Posts: 956
Mentioned: 3 Post(s)
Tagged: 0 Thread(s)
Quoted: 321 Post(s)
Liked 263 Times
in
212 Posts
I guess the acid test is could the dropout be broken free without significantly yielding or breaking the actual chainstay? I doubt it.
07-05-20, 04:08 AM
#13
Senior Member
Thread Starter
Join Date: Dec 2019
Posts: 956
Mentioned: 3 Post(s)
Tagged: 0 Thread(s)
Quoted: 321 Post(s)
Liked 263 Times
in
212 Posts
Had another look and I reckon there was about 8mm of braze along the top edge, and much more than that on the bottom. So I think that was a good joint. Then I noticed a bit of filler rod in the seatstay:

So I welded it to some bits of scrap tubing, badly and in the wrong order, and inhaled a bit of burning paint, so I could get enough of a grip on it to do some destructive testing with a swing press:

As you can see, this one did fail at the braze, but not before the seatstay I was bashing on was fairly crushed. An acceptably strong joint for a dropout I would say although I would be disappointed if this were between main tubes. The other side:

The actual seatstay is ripping apart but you can also see that the braze has broken. After then pulling off what was left of the seatstay:

And, finally, a closer look at that strange bit of rod left inside:

I guess he must have been feeding it in through the SS, at this point not attached to the bike, and then it got stuck so he cut it off as far back as he could (I don't know where that was, the cut you can see is where I lopped the SS off ages ago and I didn't notice the rod then).
So I welded it to some bits of scrap tubing, badly and in the wrong order, and inhaled a bit of burning paint, so I could get enough of a grip on it to do some destructive testing with a swing press:
As you can see, this one did fail at the braze, but not before the seatstay I was bashing on was fairly crushed. An acceptably strong joint for a dropout I would say although I would be disappointed if this were between main tubes. The other side:
The actual seatstay is ripping apart but you can also see that the braze has broken. After then pulling off what was left of the seatstay:
And, finally, a closer look at that strange bit of rod left inside:
I guess he must have been feeding it in through the SS, at this point not attached to the bike, and then it got stuck so he cut it off as far back as he could (I don't know where that was, the cut you can see is where I lopped the SS off ages ago and I didn't notice the rod then).
07-05-20, 10:16 AM
#14
Randomhead
Join Date: Aug 2008
Location: Happy Valley, Pennsylvania
Posts: 24,399
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 4 Post(s)
Liked 3,699 Times
in
2,519 Posts
pretty interesting. So the dropout connection wasn't very good after all. I haven't looked at enough more recent treks to have seen that style of stay end. I'm surprised they didn't look for penetration all the way around the joint.
07-05-20, 10:50 AM
#15
Senior Member
Thread Starter
Join Date: Dec 2019
Posts: 956
Mentioned: 3 Post(s)
Tagged: 0 Thread(s)
Quoted: 321 Post(s)
Liked 263 Times
in
212 Posts
But I was carrying that leftover bit of filler rod around for 60,000km or so all around Europe
The Chinese replacement frame has breezer dropouts just welded all the way around. Probably quicker to do and a very strong joint.
07-05-20, 12:55 PM
#16
Randomhead
Join Date: Aug 2008
Location: Happy Valley, Pennsylvania
Posts: 24,399
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 4 Post(s)
Liked 3,699 Times
in
2,519 Posts
you're right, I just saw how it broke and was thinking there was part of it that wasn't brazed at the external seam. From an engineering/process perspective, that seems like a crummy way to make a joint. Seems to me that they could have gotten pre-forms made that would have been a lot easier to braze. When I'm doing a plug like that, I usually beat some filler into shape so it's all down by the dropout.
